-

- 南京世倫工業(yè)設(shè)備有限公司
-
全國服務(wù)咨詢熱線:
18105169808
18105169808




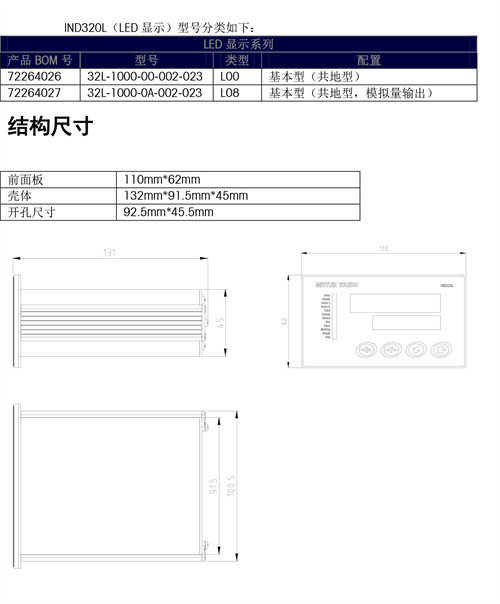
產(chǎn)品描述



您是第1961283位訪客
版權(quán)所有 ©2024-11-07 蘇ICP備13032116號-1
南京世倫工業(yè)設(shè)備有限公司 保留所有權(quán)利.
技術(shù)支持: 八方資源網(wǎng) 免責(zé)聲明 管理員入口 網(wǎng)站地圖手機網(wǎng)站
微信號碼
地址:江蘇省 南京 建鄴區(qū) 南苑街道 怡康社區(qū) 南京市建鄴區(qū)天元西路
聯(lián)系人:尹達(dá)先生(經(jīng)理)
微信帳號:18105169808